Any Conductive Material. Any Hardness.
No Cutting Force.
Wire EDM and sinker EDM — the processes that cut what nothing else can. Hardened tool steel, carbide, Inconel, titanium. Tolerances to ±0.0001". Shops with capacity to take your work.
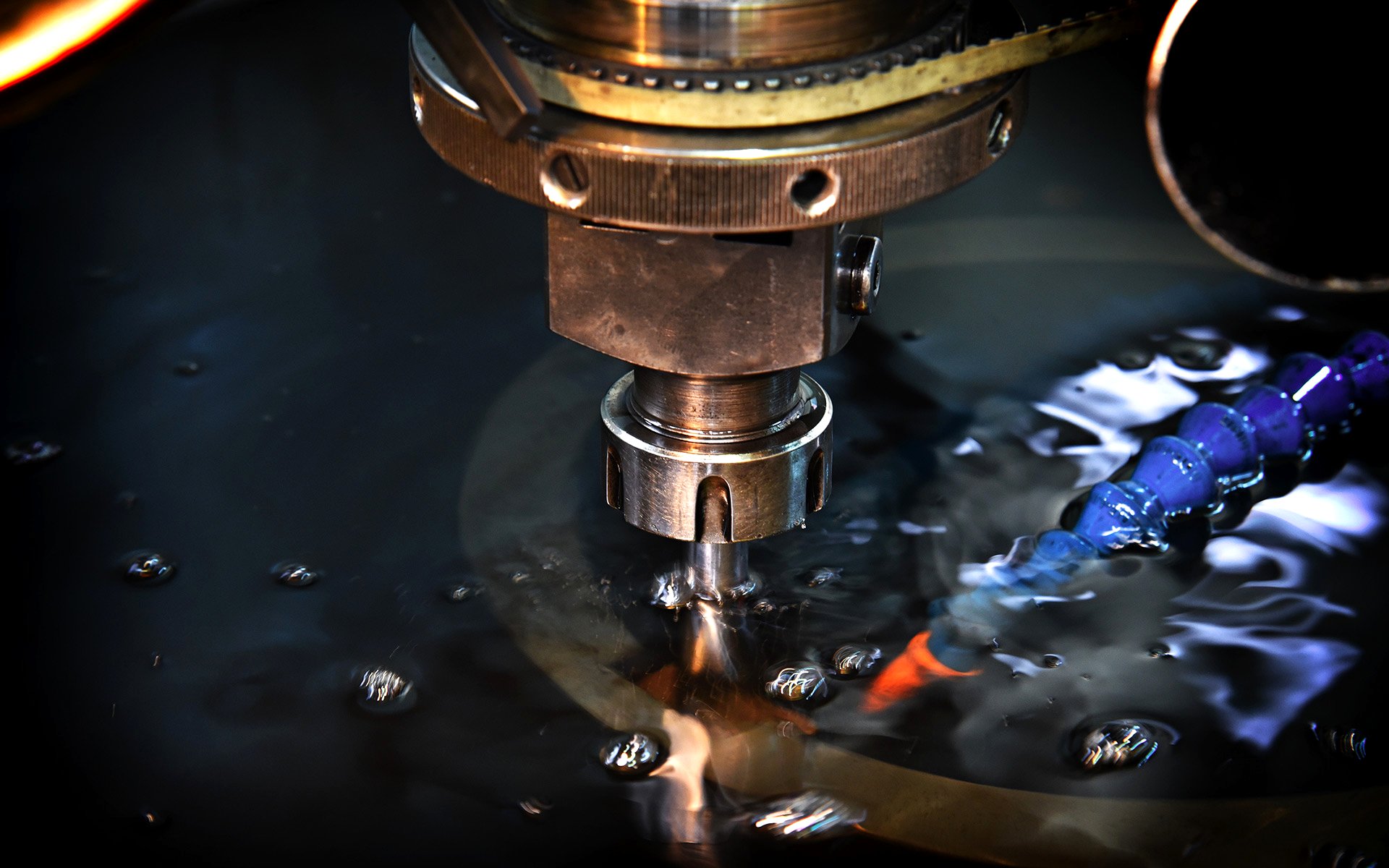
Electrical discharge machining removes material through controlled electrical sparks between an electrode and a workpiece submerged in dielectric fluid. There is no physical contact between the tool and the work. No cutting force. No mechanical stress. Material is eroded at the atomic level by thermal energy from the spark discharge.
This means EDM can cut any electrically conductive material regardless of hardness. Hardened D2 at 62 HRC machines exactly as easily as soft aluminum. Tungsten carbide, Inconel, titanium, PCD — materials that destroy conventional tooling — are routine EDM work.
Two Processes. One Principle.
Understanding the difference between wire and sinker is the first decision in any EDM project.
Wire EDM Through-cut
- Thin brass or molybdenum wire as electrode
- Cuts 2D profiles through full workpiece thickness
- Taper cutting up to ±30°
- Tolerances to ±0.0001" with skim cuts
- Surface finish Ra 8–16 μin achievable
- Requires start hole or edge access
Sinker EDM Cavity
- Custom-shaped electrode plunges into workpiece
- Creates 3D cavities, blind holes, complex internals
- Texturing and surface patterns via electrode design
- Tolerances to ±0.0005" typical
- Reaches features no other process can
- Electrode wear is a cost factor
Wire EDM cuts through the workpiece — a bandsaw made of electricity. Sinker EDM plunges into the workpiece — a press that burns its shape. Feature goes all the way through? Wire. Blind cavity or textured surface? Sinker.
EDM doesn't care about hardness. It doesn't care about toughness. It erodes any conductive material at the atomic level — which is why it's the backbone of every tool and die shop on the planet.
EDM Guides
Everything an engineer or procurement team needs to specify, source, and buy EDM work.
Tolerance Guide
Production-realistic tolerances by cut type, surface finish by skim pass.
Material Selection
Cut speed, surface quality, and cost impact across 8 material families.
Design for EDM
Inside corners, taper, start holes, electrode complexity, depth ratios.
Cost Drivers
How shops price wire and sinker work. What moves the number.
Wire vs. Sinker
When to use which process. Decision matrix and capability comparison.
Applications by Industry
Tool & die, molding, aerospace, medical, extrusion.
Wire EDM Hardened Steel
Cut speeds by grade and thickness, surface finish, and tolerances for D2, A2, S7, M2, H13.